AOFU Technology (688021) real-time stock price
¥Home / News / Industry News
Sep 19,2025
Industry News
Aofu Technology
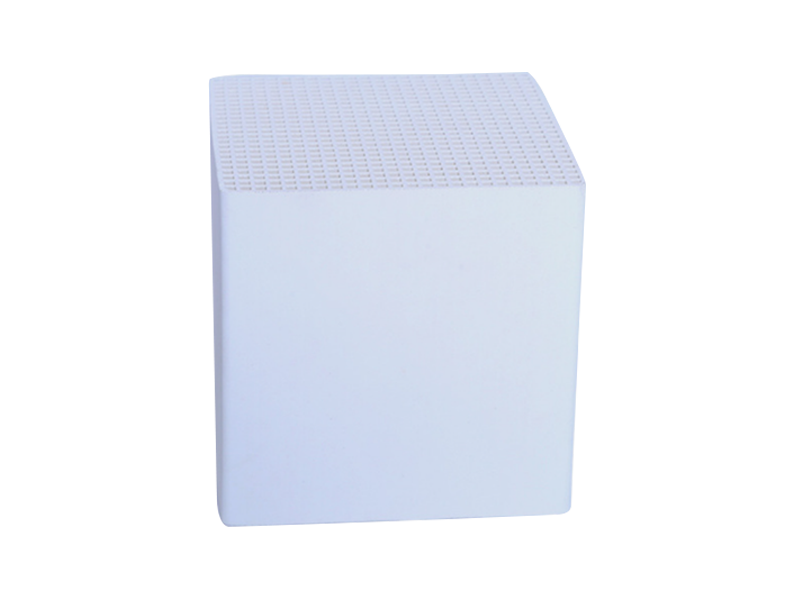
Against the backdrop of the global automotive industry's accelerated transformation towards low-carbonization and zero emissions, the exhaust gas purification system of gasoline engines has become the core battlefield of environmental protection technology competition. As the "skeleton" and "reaction field" of the system, ceramic carriers, with their unique physical and chemical properties, undertake key missions such as carrying catalysts, optimizing gas flow distribution, and enhancing purification efficiency. The leap from National V to National VI emission standards and the technological iteration of ceramic carriers directly determine the performance boundary of exhaust gas treatment systems.
I. Material Innovation: From Thermal Stability to Functional Integration
1.The ultimate optimization of cordierite material
Cordierite (2MgO·2Al2O3·5SiO2) has long dominated the honeycomb ceramic carrier market due to its low coefficient of thermal expansion of 0.6×10⁻⁶/℃. The new generation of products, through the directional arrangement of kaolin flaky structure and the introduction of nano-scale silica sol modification, further compressions the coefficient of thermal expansion to 0.15×10⁻⁶/℃, and enhances the thermal shock resistance to no cracks after 120 cycles at 800℃. Meanwhile, by optimizing the sintering process, the porosity is controlled at 38%-42%, which not only ensures mechanical strength (parallel channel compressive strength ≥1.0×10⁷N/m²), but also provides sufficient adhesion area for the catalyst coating.
2. Performance leap of composite materials
To cope with higher-temperature operating conditions (such as the exhaust temperature of turbocharged direct injection engines reaching over 1000℃), aluminum titanate-cordierite composite materials have become a research hotspot. By controlling the proportion of aluminum titanate phase (15%-20%), the thermal shock resistance temperature is raised to 1100℃ while maintaining the low thermal expansion characteristics, and the flexural strength is increased to 120MPa. In addition, silicon carbide (SiC) materials have begun to emerge in the field of high-performance carriers due to their high thermal conductivity (490W/m·K) and corrosion resistance. However, constrained by cost factors, they are currently mainly used in high-end vehicle models.
II. Structural Revolution: From Single Channel to Intelligent Design
1.Breakthroughs in microchannel technology
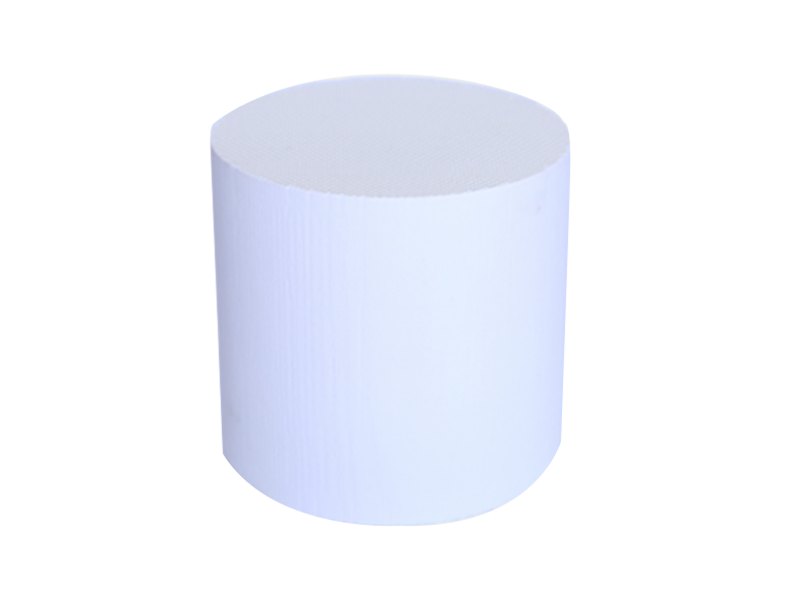
To enhance the purification efficiency during the cold start stage, microchannel carriers (with a pore density of ≥900cpsi) have become the technical focus. By adopting ultra-thin wall technology (wall thickness ≤2mil), the geometric surface area is increased to 2.8m²/L while keeping the carrier volume unchanged, which is 40% higher than that of the traditional 600cpsi product. Meanwhile, by optimizing the shape of the channels (such as hexagonal or wavy), the airflow resistance is reduced by 15% to 20%, and the power loss caused by the engine back pressure is decreased.
2. Innovation in gradient pore structure
In response to the demand for particulate matter (PN) emission control, gradient pore wall flow cytometry carriers have emerged. Its inlet end is designed with a large pore size (20-30μm), facilitating the entry of particulate matter. The outlet end adopts a small-aperture (10-15μm) structure to enhance the capture efficiency. The asymmetric channel distribution achieved through 3D printing technology enables the carrier to maintain a low pressure drop (ΔP≤3kPa) while achieving a capture efficiency of over 99% for particles with a diameter of ≥23nm, meeting the PN limit requirements of the National VI b stage.
III. Manufacturing Upgrade: From Precision Processing to Intelligent Production
1. Improvement of extrusion molding technology
Modern ceramic carrier production adopts high-pressure extrusion molding technology. By optimizing mold design (such as spiral extrusion heads) and extrusion speed (0.5-1.2m/min), the control of channel dimensional accuracy ±0.01mm and wall thickness uniformity ≤5μm is achieved. Meanwhile, an online laser detection system was introduced to monitor key parameters such as hole density and wall thickness in real time, increasing the product qualification rate to 99.2%.
2. Breakthroughs in digital sintering
The application of intelligent temperature-controlled sintering furnaces enables millisecond-level temperature control during the carrier sintering process. Through segmented heating (slow degassing from room temperature to 300℃, rapid heating from 300 to 800℃, and constant temperature sintering from 800 to 1450℃) and atmosphere regulation (oxygen content ≤10ppm), abnormal grain growth is effectively inhibited, ensuring the uniformity of the carrier's microstructure. Compared with the traditional sintering process, the thermal shock resistance of the product has been improved by 25%, and its service life has been extended to 160,000 kilometers.
IV. Future Trends: From Emission Control to Energy Management
With the development of new technologies such as 48V mild hybrid systems and hydrogen fuel cells, ceramic carriers are evolving from single exhaust gas treatment to multi-functional integration. For instance, carriers equipped with thermoelectric materials can recover exhaust waste heat to generate electricity, enhancing the overall energy efficiency of the vehicle by 5% to 8%. Coating carriers with photocatalytic functions can decompose incompletely combusted hydrocarbons under sunlight, further reducing VOCs emissions. In addition, the maturity of 3D printing technology will drive the carrier towards personalization and lightweighting. In the future, the weight of a single piece is expected to be 40% less than that of existing products, while achieving precise construction of complex internal flow channels.
From material formulas to manufacturing processes, from structural design to functional expansion, the technological evolution history of ceramic carriers is essentially a microcosm of humanity's battle against pollution. Under the guidance of the carbon neutrality goal, this "invisible engine" will continue to drive the automotive industry towards a cleaner and more efficient direction, providing key support for the green transformation of the global transportation sector.



Contact Aofu
Get in touch with our experts!
A self-owned brand enterprise specializing in the research and development and industrialization of air pollution control products
Copyright © 2025 Shandong AOFU Environmental Technology Co., Ltd.
Design by:Bontop